Budowa drewnianego kanu
 Pływając wodnymi szlakami możemy na trasie spotkać drewniane kanadyjki, na które spoglądamy z zachwytem, niekiedy z oczarowaniem, ale może też i z zazdrością.
Pływając wodnymi szlakami możemy na trasie spotkać drewniane kanadyjki, na które spoglądamy z zachwytem, niekiedy z oczarowaniem, ale może też i z zazdrością.
Widzimy przepływającą kanadyjkę i przyglądamy się wioślarzowi, który subtelnie i z doskonałym wyczuciem prowadzi ją po wodzie. Każdy ruch jest majestatyczny i wyniosły, wyglądają jak idealnie dobrana para tańcząca na tafli wody. Może nam wtedy nasunąć się myśl: czy nie warto byłoby zbudować sobie taką łódź?
Technologia budowania drewnianej kanadyjki metodą przekładkową stawia wiele wyzwań. Każdy, kto zdecyduje się na budowę, powinien uzbroić się w cierpliwość i być wytrwałym. Pamiętajmy, że łódki te wyglądają jak wyczarowane z drewna. Postaram się przybliżyć, w jaki sposób możemy stać się właścicielem drewnianej kanadyjki.
Plany
Na rynku polskim możemy już spotkać plany do amatorskiej budowy kanadyjki. Można też zamówić je przez Internet ze stron amerykańskich, kanadyjskich lub europejskich. Plany powinny zawierać tabele z podanymi danymi linii teoretycznych kadłuba, rysunki poszczególnych szablonów z uwzględnieniem grubości poszycia w skali 1:1 oraz szczegółowy spis materiałów i precyzyjny opis budowy.
Narzędzia
W zasadzie wystarczy podstawowy zestaw narzędzi stolarskich ze szlifierką i wiertarką. Dodatkowo potrzebne są: zestaw frezów profilowych, pistolet na zszywki 14 mm (wystarczy ręczny) i mały strug. Do laminowania potrzebne będzie, między innymi, waga, naczynia do mieszania żywicy (najlepiej jednorazowe pojemniki polipropylenowe 0,5 l – po stwardnieniu można je oczyścić i powtórnie wykorzystać), wałeczek przystosowany do żywicy lub pędzel do jej nakładania i miękki przecierak.
Drewno na kanadyjkę
Często zastanawiamy się, jakiego drewna użyć na kadłub swojej wymarzonej kanadyjki? Wybór gatunku drewna, z którego chcemy wykonać listwy na budowę kadłuba, zależy od naszego miejsca zamieszkania i zasobów finansowych. Najczęściej nasze rodzime drewno będzie znacznie mniej kosztowne niż drewno importowane. Sam do budowy swoich kanadyjek stosuję listwy z drewna sosnowego lub świerkowego. Podręczniki do amatorskiej budowy kanadyjek zalecają budowę z drewna cedru, znanego u nas jako żywotnik zachodni (łac. Thuja occidentalis). Jest ono lekkie, a co jest bardzo ważne w przypadku budowy – łatwo się wygina.
Oto gatunki drewna, które można zastosować do budowy kanadyjki:
- Modrzew – listwy do budowy poszycia kadłuba, wstawki, pokłady.
- Sosna, Świerk – listwy na kadłub, pokłady.
- Jesion, Dąb – stewy wewnętrzne i zewnętrzne, listwy krawędziowe zewnętrzne i wewnętrzne, ławeczki, nosidło, rozpórki, pokłady.
- Drewno egzotyczne – wstawki, stewy wewnętrzne i zewnętrzne, listwy krawędziowe zewnętrzne i wewnętrzne, ławeczki, nosidło, rozpórki, pokłady.
Wymienione gatunki drewna dobrze się tnie, szlifuje, frezuje, nawierca oraz skrawa, ich klejenie jest łatwe, zaś spoiny są mocne i trwałe. Właściwości te mają spory wpływ na budowę kadłuba kanadyjki. Czas poświęcony na przygotowanie listew i obróbkę już sklejonego kadłuba będzie dużo mniejszy niż przy gatunkach drewna trudnoobrabialnego.
Grubość desek (tarcicy)
Kupując tarcicę na listwy musimy wziąć pod uwagę nadmiar grubości na ich dalszą obróbkę. Deski przed pocięciem na listwy należy przestrugać dwustronnie na taki sam wymiar. Jednakowa grubość desek zapewni nam wykonanie takich samych listew i ułatwi sklejanie kadłuba. Standardowo do budowy używamy listewek o przekroju 6×19 mm, ale wysokość ich może wynosić od 19 do 22 mm. Zaletami mniejszej wysokości są: łatwość kształtowania kadłuba bardzo zbliżonego do kształtu szablonów, podatność do wyginania ich na szablonach. Należy tu wspomnieć, że listwy układają się w trzech płaszczyznach. Budowanie poszycia z wyższych listewek spowoduje powstawanie cieńszego rdzenia w przekładce, co oznacza mniejszą wytrzymałość całego kadłuba.
Układ słojów w listewce
 Słoje w przekroju listewki powinny układać się promieniście, co daje nam najlepszą jakość powierzchni przy struganiu i szlifowaniu. Występowanie słojów wzdłużnych w listewce powoduje, że się źle strugają, słoje łatwo rozwarstwiają się powodując wyrwania. Podczas układania listew na ławie montażowej występują w nich spore naprężenia wynikające ze znacznych odkształceń. Naprężenia te mogą powodować pękanie listew podczas montażu, mogą także spowodować odstawanie listewek od szablonów.
Słoje w przekroju listewki powinny układać się promieniście, co daje nam najlepszą jakość powierzchni przy struganiu i szlifowaniu. Występowanie słojów wzdłużnych w listewce powoduje, że się źle strugają, słoje łatwo rozwarstwiają się powodując wyrwania. Podczas układania listew na ławie montażowej występują w nich spore naprężenia wynikające ze znacznych odkształceń. Naprężenia te mogą powodować pękanie listew podczas montażu, mogą także spowodować odstawanie listewek od szablonów.
Sęki
Liczba sęków powinna być jak najmniejsza (najlepiej, aby materiał był „bezsęczny”). Każdy sęk znajdujący się w listwie osłabia ją. Podczas cięcia na listwy materiału z sękami może się zdarzyć pękanie listewek na sękach. Jeżeli materiał na listwy ma sporo sęków, musimy liczyć się z częstym łączeniem listew na ławie montażowej.
Frezowanie listewek
 Rysunek przedstawia budowanie kadłuba z listewek posiadających wpust i wypust półokrągły. Listewki są frezowane obustronnie: z jednej strony powstaje półokrągły rowek, z drugiej strony półokrągły „garbek”. Frezowanie listewek pozwala na szybsze i łatwiejsze ich układanie podczas klejenia kadłuba. Powierzchnia sklejana listewek jest duża, nie występują szpary między listewkami. Umożliwia to także swobodne układanie się listewek wzdłuż krzywizn oraz dużą powierzchnię przylegania. Rowki pozwalają też na wygodne rozprowadzanie kleju.
Rysunek przedstawia budowanie kadłuba z listewek posiadających wpust i wypust półokrągły. Listewki są frezowane obustronnie: z jednej strony powstaje półokrągły rowek, z drugiej strony półokrągły „garbek”. Frezowanie listewek pozwala na szybsze i łatwiejsze ich układanie podczas klejenia kadłuba. Powierzchnia sklejana listewek jest duża, nie występują szpary między listewkami. Umożliwia to także swobodne układanie się listewek wzdłuż krzywizn oraz dużą powierzchnię przylegania. Rowki pozwalają też na wygodne rozprowadzanie kleju.
Budowanie ławy montażowej
Podstawą ławy montażowej jest blat, do którego mocujemy szablony.
Prawidłowe wykonanie blatu pozwoli nam na postawienie stabilnej konstrukcji, na której będziemy wykonywać naszą kanadyjkę. Możemy wykonać go z jednego arkusza płyty wiórowej lub użyć drewnianych belek. Zastosowanie dwóch nóg pozwoli nam na precyzyjne wypoziomowanie konstrukcji.
Wymiary blatu ławy montażowej: 400×4.500 ÷ 4.800 mm, zaś wysokość powinna zawierać się w granicach 500 ÷ 600 mm. Niska ława będzie sprawiała nam trudności przy klejeniu pierwszych listewek, za to doskonale się sprawdzi podczas zamykania dna.
Po ustawieniu ławy wyznaczamy na blacie oś symetrii. Prostopadle do osi wyznaczamy linie rozłożone co 300 mm, które są znacznikami do ustawiania szablonów na ławie.
Wycinanie szablonów
Szablony możemy wycinać z płyty wiórowej lub grubej sklejki. Powinny one być tak wycięte, aby umożliwić nam budowę kadłuba w całości nad ławą montażową. Podniesienie to ułatwi nam klejenie, szlifowanie kadłuba w części dziobowej i rufowej.
 Przed przystąpieniem do wyrysowywania kształtu szablonu wyznaczamy linię prostopadłą do krawędzi płyty. Linia ta będzie stanowiła oś symetrii szablonu, zaś krawędź płyty będzie linią bazową. Rysunki poszczególnych szablonów przenosimy na płytę, wycinamy oraz numerujemy. Jeżeli kadłub jest symetryczny, to po wycięciu szablonów skręcamy je parami i szlifujemy krawędzie w celu zlikwidowania nierówności powstałych podczas ich wycinania. Kolejnym krokiem jest zabezpieczenie krawędzi szablonów taśmą, co pozwoli nam na uniknięcie przyklejania się listewek do szablonów podczas ich klejenia. Stopy szablonów wzmacniamy dodatkowo prostokątną listwą.
Przed przystąpieniem do wyrysowywania kształtu szablonu wyznaczamy linię prostopadłą do krawędzi płyty. Linia ta będzie stanowiła oś symetrii szablonu, zaś krawędź płyty będzie linią bazową. Rysunki poszczególnych szablonów przenosimy na płytę, wycinamy oraz numerujemy. Jeżeli kadłub jest symetryczny, to po wycięciu szablonów skręcamy je parami i szlifujemy krawędzie w celu zlikwidowania nierówności powstałych podczas ich wycinania. Kolejnym krokiem jest zabezpieczenie krawędzi szablonów taśmą, co pozwoli nam na uniknięcie przyklejania się listewek do szablonów podczas ich klejenia. Stopy szablonów wzmacniamy dodatkowo prostokątną listwą.
Ustawianie szablonów na ławie
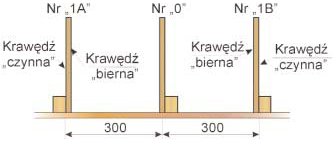 Podczas ustawiania szablonów trzeba zwrócić uwagę, że tylko jedna krawędź szablonu jest „czynna”. Ważne jest, z której strony linii szablon zostanie przymocowany. Krawędź „bierna” szablonu powinna być skierowana w stronę szablonu „0”. Pracę zaczynamy od przymocowania ściskami stolarskimi środkowego szablonu do blatu ławy; najczęściej numerujemy go jako „0”. Jest to jedyny szablon, który jest ustawiany na linii prostopadłej do osi ławy. Oś symetrii szablonu powinna pokrywać się z osią symetrii ławy i tworzyć kąt prosty z ławą. Łączymy szablony „6” i „7” (są to szablony dziobów) z szablonem stew i ustawiamy na początku ławy w wyznaczonych miejscach. Nad ustawionymi szablonami przez całą długość ławy rozciągamy sznurek, względem którego będziemy ustawiać kolejne szablony. Po ustawieniu wszystkich szablonów sprawdzamy, czy są zachowane odległości między nimi w dolnej i górnej części szablonu. Następnie przy pomocy długiej i sprężystej listewki sprawdzamy, czy zachowana jest płynność linii pomiędzy szablonami i w razie potrzeby odpowiednio korygujemy ich ustawienie. Jeżeli wszystko jest ustawione, mocujemy wkrętami stopy szablonów do ławy. Podczas przykręcania szablonów warto przewidzieć, jak zdejmowany będzie gotowy kadłub. Przy tradycyjnym kształcie, kanadyjki mają zakrzywione dzioby i zagięte burty do środka łódki. Praktyka pokazuje, że szablony warto tak mocować do ławy, aby były możliwie łatwe do odkręcenia. Szczególnie dotyczy to szablonów „6” i „7” połączonych z szablonem stew. Odkręcenie ich od ławy powinno pozwolić nam na zdjęcie kadłuba z ławy montażowej i dopiero potem ich usunięcie. Awaryjnym sposobem zdejmowania kadłuba kanadyjki z ławy montażowej jest możliwość odkręcenia wszystkich szablonów od ławy i po odwróceniu kadłuba wyjęcie szablonów.
Podczas ustawiania szablonów trzeba zwrócić uwagę, że tylko jedna krawędź szablonu jest „czynna”. Ważne jest, z której strony linii szablon zostanie przymocowany. Krawędź „bierna” szablonu powinna być skierowana w stronę szablonu „0”. Pracę zaczynamy od przymocowania ściskami stolarskimi środkowego szablonu do blatu ławy; najczęściej numerujemy go jako „0”. Jest to jedyny szablon, który jest ustawiany na linii prostopadłej do osi ławy. Oś symetrii szablonu powinna pokrywać się z osią symetrii ławy i tworzyć kąt prosty z ławą. Łączymy szablony „6” i „7” (są to szablony dziobów) z szablonem stew i ustawiamy na początku ławy w wyznaczonych miejscach. Nad ustawionymi szablonami przez całą długość ławy rozciągamy sznurek, względem którego będziemy ustawiać kolejne szablony. Po ustawieniu wszystkich szablonów sprawdzamy, czy są zachowane odległości między nimi w dolnej i górnej części szablonu. Następnie przy pomocy długiej i sprężystej listewki sprawdzamy, czy zachowana jest płynność linii pomiędzy szablonami i w razie potrzeby odpowiednio korygujemy ich ustawienie. Jeżeli wszystko jest ustawione, mocujemy wkrętami stopy szablonów do ławy. Podczas przykręcania szablonów warto przewidzieć, jak zdejmowany będzie gotowy kadłub. Przy tradycyjnym kształcie, kanadyjki mają zakrzywione dzioby i zagięte burty do środka łódki. Praktyka pokazuje, że szablony warto tak mocować do ławy, aby były możliwie łatwe do odkręcenia. Szczególnie dotyczy to szablonów „6” i „7” połączonych z szablonem stew. Odkręcenie ich od ławy powinno pozwolić nam na zdjęcie kadłuba z ławy montażowej i dopiero potem ich usunięcie. Awaryjnym sposobem zdejmowania kadłuba kanadyjki z ławy montażowej jest możliwość odkręcenia wszystkich szablonów od ławy i po odwróceniu kadłuba wyjęcie szablonów.
Stewy
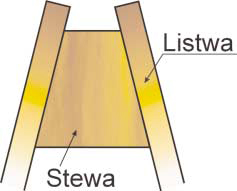 Przystępując do budowy kadłuba zaczynamy od wyginania stew. Spotykamy co prawda konstrukcje kanadyjek, które ich nie posiadają, ale stewy są elementami wzmacniającymi dzioby kadłuba. Rozróżniamy stewy wewnętrzne i zewnętrzne. Podczas klejenia kadłuba listewki są przyklejane do stew wewnętrznych, zaś stewa zewnętrzna przymocowywana jest dopiero po sklejeniu całego poszycia. Wykonanie ich z egzotycznego gatunku drewna może stanowić element ozdobny naszej kanadyjki. Podczas klejenia kadłuba listewki są przyklejane do stew wewnętrznych, zaś stewa zewnętrzna przymocowywana jest dopiero po sklejeniu całego poszycia. W warunkach amatorskich wyginanie elementów drewnianych wykonuje się przez klejenie elementów „na sucho” lub przez wyginanie „na gorąco” na szablonie.
Przystępując do budowy kadłuba zaczynamy od wyginania stew. Spotykamy co prawda konstrukcje kanadyjek, które ich nie posiadają, ale stewy są elementami wzmacniającymi dzioby kadłuba. Rozróżniamy stewy wewnętrzne i zewnętrzne. Podczas klejenia kadłuba listewki są przyklejane do stew wewnętrznych, zaś stewa zewnętrzna przymocowywana jest dopiero po sklejeniu całego poszycia. Wykonanie ich z egzotycznego gatunku drewna może stanowić element ozdobny naszej kanadyjki. Podczas klejenia kadłuba listewki są przyklejane do stew wewnętrznych, zaś stewa zewnętrzna przymocowywana jest dopiero po sklejeniu całego poszycia. W warunkach amatorskich wyginanie elementów drewnianych wykonuje się przez klejenie elementów „na sucho” lub przez wyginanie „na gorąco” na szablonie.
Wyginanie „na sucho” – polega na klejeniu na szablonie kilku cienkich listewek – cienkie listewki łatwiej się układają, np. o przekroju 20×3 mm. Pokrywając warstwą kleju listewki układamy je na szablonach i dociskamy ściskami. Klejenie stew wykonuje się jedne na drugich. Musimy pamiętać o rozdzieleniu ich folią.
Wyginanie „na gorąco” – jest mniej pracochłonne od klejenia, ponieważ nie ma tu żmudnego procesu cięcia i obrabiania listew, a także klejenia. Z drugiej strony elementy gięte z jednego kawałka drewna są słabsze i nie zawsze wiadomo, czy materiał nie ma wewnątrz ukrytych wad. Drewno przeznaczone do gięcia można „uelastycznić” przez parowanie lub gotowanie. Parowanie wykonujemy w skrzyni, do której doprowadzamy parę. Gotowanie wykonujemy w metalowej rurze, gdzie obciążone/zatopione listwy są gotowane. Materiał na stewę poddawany jest procesowi nawilżania (trzymany w rurze lub skrzyni) przez 20 ÷ 30 minut. Nawilżone w ten sposób listwy wyjmujemy i mocujemy na szablonie, pamiętając o dość gęstym przytrzymywaniu ich ściskami. Pozostawiamy je na szablonie aż do wyschnięcia drewna. Wygięte stewy zewnętrzne zdejmujemy i wiążemy sznurkiem, tak by nie odkształciły się.
Po zdjęciu stew zewnętrznych stewy wewnętrzne należy wyprofilować. Mocujemy stewy do szablonu wkrętami lub ściskami i strugamy nadając im odpowiedni kształt. Powierzchnia strugana powinna być płaska, musi przylegać do listewek kadłuba na całej powierzchni. Wszelkie nierówności zmniejszają powierzchnię łączącą listewki kadłuba ze stewą. Podczas strugania posługujemy się elastyczną listwą, którą sprawdzamy czy zachowana jest płynności linii kadłuba.
Klejenie kadłuba
Prace rozpoczynamy od ułożenia poziomo listewki rowkiem do góry na przewidywanej krawędzi burty. Powinna ona układać się swobodnie. Nie starajmy się wyginać jej zgodnie z krzywizną krawędzi burty. Przy tradycyjnym kształcie kadłuba, zakrzywione dzioby są dobudowywane z krótszych odcinków. Listewkę możemy przymocować do krawędzi szablonów i stew przy pomocy zszywek, gwoździków lub wkrętów. Wytyczy ona położenie następnych listewek. Tak samo mocujemy listewkę z drugiej strony. Rowki pokrywa się klejem i układamy kolejne listewki mocując je jednocześnie do szablonów. Mocowanie kolejnych listewek możemy wykonywać na kilka sposobów. Najbardziej rozpowszechnioną metodą jest mocowanie listewek do szablonów za pomocą zszywek. Zszywki wstrzeliwujemy tak, by łączyły dwie listewki jednocześnie. Jeżeli łączymy listewki „po długości”, miejsce łączenia powinno być wykonane na szablonie. Kolejna listewka powinna płynnie przechodzić nad miejscem łączenia. W miarę układania kolejnych listewek może być potrzebne dodatkowe ich dociskanie, by układały się równolegle i dokładnie przylegały do szablonu. Podczas układania listewek występują w nich spore naprężenia. Mogą one spowodować odstawanie ich od szablonu. Tu pomocne mogą okazać się ściski, taśmy, linki itp. przytrzymujące listwy w odpowiedniej pozycji. Jednak gdy siły są zbyt duże, należy wstawić krótszą „fałszywą” listewkę. Po zakończeniu pracy ostatnio położoną listewkę powinno się tymczasowo przymocować od góry wraz z krótszą listewką. Na końcach kadłuba każdą przymocowaną listewkę należy uciąć na równi ze stewą. Specjalnej uwagi wymaga klejenie dna kanadyjki. Zamykanie dna wymaga dopasowywania każdej listewki. Sposób zamknięcia dna jest dowolny. Można układać listewki kontynuując ich układanie na już przyklejonych lub zacząć układanie ich od środka kadłuba. Po zamknięciu kadłuba pozostaje nam jeszcze uzupełnienie listewek w okolicach dziobu i rufy. Po zakończeniu klejenia, końce listew na dziobie i rufie są skracane, a następnie przykleja się stewy zewnętrzne. Możliwe jest także zbudowanie kadłuba bez używania zszywek. Metoda ta wymaga jednak pewnego oprzyrządowania i doświadczenia, a poza tym nie jest tak szybka. Listewki w tej metodzie mocowane są do szablonów za pomocą ścisków (potrzeba przynajmniej 30 ścisków) i odpowiednio przygotowanych uchwytów ze sklejki. Każda kolejna listewka jest mocowana dopiero po związaniu kleju w poprzedniej. Budowa kadłuba tą metodą wymaga więcej czasu. Metoda ta jest trudniejsza, ale efekt końcowy jest znacznie lepszy.
Szlifowanie kadłuba
Pracę zaczynamy od uważnego usunięcia wszystkich zszywek i wkrętów. Otwory po wkrętach należy zaślepić krótkimi kołeczkami, by nie dochodziły one do szablonu oraz zaszpachlować wszystkie szpary i szczeliny. Najprościej szpachlę możemy zrobić z mieszaniny kleju i pyłu drzewnego lub za- kupić gotową szpachlę w sklepie. Musimy pamiętać, że szpachla zawsze będzie się różniła od naturalnego drewna, więc starajmy się tak wykonać poszycie, żeby wymagało jak najmniejszej ilości miejsc szpachlowanych. Kadłub wygładza się wstępnie małym strugiem i ośnikiem, czyli strużkiem amerykańskim. Potem przychodzi pora na szlifowanie papierami ściernymi. Szlifujemy aż do uzyskania idealnie gładkiego przebiegu krzywizn kadłuba. Do wygładzania stosuje się początkowo papier ścierny o większych ziarnach, a następnie papier o mniejszej granulacji ziaren. Podczas szlifowania nie dopuśćmy do powstawania rys od papieru ściernego na poszyciu kadłuba. Podczas szlifowania możemy wykorzystać szlifierki taśmowe, kątowe lub oscylacyjne mimośrodowe. Ostateczne wygładzanie kadłuba możemy wykonać za pomocą bardzo drobnego papieru ściernego przymocowanego do klocka drewnianego oklejonego filcem. Jeżeli w trakcie szlifowania ponownie musimy użyć struga, to należy dokładnie omieść poszycie – wykruszone ścierniwo z papieru powoduje szybkie tępienie się ostrza. Przestrzegajmy zasady: najpierw struganie, dopiero potem szlifowanie papierem.
Laminowanie
Żywice epoksydowe mają dużo większą przyczepność do drewna niż żywice poliestrowe. Tkanina powinna charakteryzować się luźnym splotem, który ułatwi nam układanie jej w trzech wymiarach. Nie dopuśćmy do jej składania przy zakupie -trzeba ją koniecznie nawinąć na wałek; lepiej jest pomóc sprzedawcy przy przewijaniu w sklepie niż później starać się usunąć widoczne załamania lub skazy powstałe w laminacie na naszym kadłubie. Najwygodniej jest posiadać tkaninę o szerokości 1,5 m, ale tkanina o tej szerokości jest na naszym rynku trudno dostępna. Pozostaje nam zatem zakup tkaniny o szerokości 1m i o długości równej czterokrotnej długości kadłuba z niewielkim naddatkiem. Wykonujemy wtedy laminat na zakładkę. Gramatura zbrojenia w zewnętrznym laminacie na dnie powinna wynosić 400 g/m2, na burtach 200 g/m2. W trakcie laminowania na zakładkę odpowiednia grubość na dnie wyniknie sama podczas układania tkaniny, zaś w przypadku posiadania tkaniny o szerokości 1,5 m musimy najpierw wyciąć wstawkę z tkaniny o kształcie wrzeciona i umieścić ją na dnie, a dopiero po wykonaniu tej czynności rozkładamy tkaninę na całym kadłubie.
Laminowanie zewnętrznej części kadłuba
Przed przystąpieniem do laminowania oszlifowany kadłub należy odtłuścić. Kilkakrotnie przemywamy go do czysta szmatką nasączoną acetonem. Po wyparowaniu acetonu rozkładamy tkaninę, którą układamy bez fałd i załamań. Możemy zastosować klamerki do bielizny (lub pineski), które będą przytrzymywały tkaninę na krawędzi kadłuba – jest to szczególnie przydatne podczas wykonywania laminatu wewnątrz kadłuba. Przestrzegając zaleceń producenta jednorazowo rozrabiamy około 200-250 g mieszaniny żywicy z utwardzaczem. Żywicę i utwardzacz odmierzamy na wadze. Do mieszania najwygodniej jest zastosować pojemniki polipropylenowe: czym więcej pojemników, tym lepiej. Żywica po stwardnieniu łatwo daje się z nich wykruszyć. Do nakładania przydatny będzie pędzel, natomiast do dokładnego przesączania tkaniny i usunięcie powstałych pęcherzy powietrza używamy przecieraka. Po nałożeniu żywicy i przesączeniu tkaniny na całym kadłubie odczekujemy około 30 minut i delikatnie przecierakiem zbieramy nadmiar żywicy. Czynność ta pozwoli nam na uniknięcie powstających zacieków. Pewną trudnością może być laminowanie na dziobie i rufie kadłuba. W tych miejscach tkaninę układamy na niewielki zakład, który jest nacinany co kilka centymetrów. Podwójna warstwa zbrojenia tkaniną na stewach będzie stanowiła dodatkowe wzmocnienie. Po wsiąknięciu pierwszej warstwy w drewno uwidacznia się nam faktura tkaniny. Na częściowo zżelowaną żywicę (sprawdzamy palcem, czy się nie lepi) nakładamy drugą warstwę, a następnie ostatnią – trzecią. Rozprowadzanie tych warstw wykonujemy pędzlem lub wałkiem (muszą być przystosowane do żywicy). Żywicę możemy rozrabiać w mniejszych porcjach 100-150g. Położenie kilku warstw pozwala nam na całkowite zatopienie tkaniny w żywicy i uzyskanie naddatku na późniejsze szlifowanie poszycia bez obawy o uszkodzenie zbrojenia laminatu. W sumie nakłada się trzy warstwy żywicy. Laminowanie powinno być wykonane w jednym procesie technologicznym rozciągniętym w czasie. Na wykonanie tej czynności musimy zarezerwować sobie cały dzień. Przerwanie laminowania i jego kontynuacja na drugi dzień może spowodować rozwarstwianie się żywicy. Po całkowitym utwardzeniu laminatu (następuje to po upływie 7-14 dni, zależnie od temperatury i wilgotności), możemy przystąpić do szlifowania zewnętrznej powłoki kadłuba. Szlifowanie zaczynamy od wygładzenia zacieków żywicy, następnie szlifujemy drobnoziarnistym papierem powierzchnię laminatu. Początkowo wykonujemy to na sucho, a następnie na mokro. Zbyt głębokie szlifowanie może naruszyć strukturę laminatu. Po przeszlifowaniu i kilkukrotnym przemyciu laminatu acetonem pokrywamy go lakierem zawierający filtr UV, bowiem żywice epoksydowe są wrażliwe na promieniowanie ultrafioletowe.
Laminowanie wewnętrznej strony kadłuba
Zabieg ten przeprowadza się podobnie jak laminowanie strony zewnętrznej, ale stosujemy tylko dwukrotne nakładanie żywicy. Delikatna faktura tkaniny pozwala nam na uzyskanie powierzchni antypoślizgowej. Szczególnie trzeba zwrócić uwagę na rozcięcie i odpowiednie ułożenie tkaniny wzdłuż stew. Do rozprowadzania żywicy w częściach dziobowych stosujemy pędzle o krótkim trzonku lub wałek. W przeciwieństwie do strony zewnętrznej, wnętrze nie będzie szlifowane. Przy pracach z żywicami należy równie bezwzględnie przestrzegać zasad BHP, jak i wymogów technologicznych producenta żywicy – chodzi tutaj głównie o temperaturę i wilgotność powietrza w pomieszczeniu, ale także o niedopuszczanie do przeciągów. Zabezpieczmy też ręce gumowymi rękawiczkami, najlepiej po dwie na każdą z dłoni.
Zdejmowanie kadłuba z ławy montażowej
Przed zdjęciem kadłuba z ławy montażowej musimy przygotować dwie kołyski, które zapewnią nam właściwe ułożenie delikatnego jeszcze kadłuba. Kołyska powinna mieć wysokość 500 ÷ 600 mm. Kadłub powinien się opierać na pasach, które nie spowodują porysowania dna. Przystępujemy do wykręcenia wszystkich wkrętów mocujących szablony w częściach dziobowych do ławy. Jeżeli uda się nam cofnąć szablony stew, wtedy zdjęcie kadłuba odbędzie się bez konieczności odkręcania wszystkich szablonów. Przed podniesieniem kadłuba sprawdźmy, czy kadłub nie jest przyklejony do któregoś z szablonów. Po wykonaniu tych czynności delikatnie zdejmujemy kadłub z ławy montażowej i umieszczamy go na kołyskach.
Szlifowanie wnętrza
Wygładzenie wnętrza przeprowadza się przy pomocy ostrej, zaokrąglonej cykliny i ręcznej szlifierki z dodatkową warstwą gąbki pod papierem ściernym. Dla ułatwienia pracy warto wykonać też specjalny wałek pokryty filcem z trapezowym wcięciem, w które po obciągnięciu na wałku papieru i zagięciu jego brzegów wciska się klin i przykręca wkrętami. Pomoże on wygładzić wnętrze kadłuba. Wszelkie wgłębienia i ubytki należy zaszpachlować i przeszlifować. Pewną trudnością jest szlifowanie w dziobach i okolicach stew, więc należy uzbroić się w cierpliwość. Odległości pomiędzy burtami są bardzo małe i podejście ze szlifierką jest wręcz niemożliwe.
Zamykanie kadłuba i mocowanie osprzętu
Po wykonaniu laminatu wewnątrz naszej kanadyjki możemy przystąpić do wyprofilowania wznosów linii krawędzi burt. Kształt ich jest dowolny, zależy od upodobań właściciela łódki. Jest też pierwszym elementem, jaki dostrzegamy patrząc na nową łódkę, stanowi również o walorach estetycznych, czyniąc linie kadłuba przyjemnymi dla oka. Pamiętajmy jednak, że wysokie dzioby mogą utrudniać przepływanie pod przeszkodami, także duża powierzchnia boczna może powodować dryfowanie z kursu podczas pływania pod wiatr. Zbyt gwałtowne przejście linii burt w dzioby może utrudnić wyginanie listew krawędziowych. Przygotowujemy z brystolu szablon z kształtem naszych dziobów i przenosimy go na kadłub. Można też bezpośrednio wykreślić go na kadłubie. Szablon zapewni nam wycięcie czterech identycznych kształtów. Przy pomocy wyrzynarki lub piły włośnicowej wycinamy kształt. Listwy krawędziowe wewnętrzne, zewnętrzne i pokłady Listwy krawędziowe zwiększają wytrzymałość i sztywność kadłuba. Dodatkowo listwy zewnętrzne chronią burty przed uszkodzeniem podczas wiosłowania, zaś do listew wewnętrznych mocujemy stałe wyposażenie kanadyjki. Przygotowując listwy krawędziowe wewnętrzne możemy wykonać wybrania o wymiarach 6×40 mm, które nawiązują do kanadyjek budowanych metodą „wood and canvas”. Wybrania podnoszą estetykę gotowej kanadyjki i jednocześnie ułatwiają wylewanie wody. Listwy mocujemy nierdzewnymi wkrętami od zewnętrznej strony poszycia; łby tych wkrętów będą zamaskowane przez listwy zewnętrzne. Inną metodą jest przyklejenie listew, które na czas schnięcia żywicy trzeba przymocować ściskami. Niezależnie od metody mocowania listwy nie powinny mieć ostrych krawędzi, mogą one bowiem wrzynać się w ciało podczas pływania. Listwy krawędziowe zewnętrzne możemy przykleić do kadłuba lub przykręcić wkrętami. Jeżeli mocujemy listwy wkrętami, to należy je wpuścić w listwę i otwory po montażu zaślepić kołeczkami. Możemy też zebrać końce listew w dziobach, co spowoduje wrażenie optycznego wyszczuplenia całego kadłuba. W listwach możemy wykonać rowek, w którym podczas montażu zostaną ukryte krawędzie burt. Gdy listwy mocowane są na równi z górną krawędzią poszycia, należy je od góry zabezpieczyć żywicą. Pokłady w kanadyjce mocujemy pomiędzy listwami wewnętrznymi. Bazą wyjściową jest deska w kształcie trójkąta, dopasowana do listew wewnętrznych. Wykonując pokłady starajmy się ciekawie wyprowadzić linię podstawy tego trójkąta. Doskonale prezentują się pokłady wykończone w tak zwany „rybi ogon”, wyprofilowane w łuki, krzywe. Ciekawie też prezentują się pokłady klejone z kilku gatunków drewna. Pod pokładami warto umieścić uchwyt do mocowania cumy i paski gumowe, które będą przytrzymywać sklarowaną cumę. Możemy też w pokładach wykonać otwór i przeprowadzić przez niego cumę. Umieszczanie uchwytów na górnych powierzchniach pokładów może prowadzić do ich zaczepiania się podczas pokonywania przeszkód na szlaku.
Ławeczki
Ławeczki mogą mieć rozmaite kształty i wzory. Najprostsza ma kształt prostokątnej ramy, która jest wypleciona linką lub taśmą. Ławeczki, poza walorem estetycznym, muszą zapewnić pewne usadowienie się wioślarza, żeby nie dopuścić do jego przypadkowego przesuwania się oraz zapewnić oddychanie dolnej części ciała. Bardzo praktyczne są ławeczki wyplatane, o ile materiał nie nasiąka wodą. Najbardziej stylowe posiadają wyplot z rafii naturalnej, ale może być też rafia syntetyczna, która jest odporna na wilgoć. Ławeczki wykonujemy najczęściej z listew o przekroju 20×35-40 mm. Prawidłowo dopasowane siedzisko powinno mieć wymiary 450×360 mm, ale starajmy się dopasować je do własnych wymiarów. Połączenie elementów wchodzących w skład ławeczki możemy wykonać na kilka sposobów: na kołki, na czop i gniazdo lub też metodą zakładkową. Sklejoną ławeczkę należy wyszlifować i polakierować. Dopiero po wyschnięciu wszystkich warstw lakieru możemy przystąpić do wyplatania siedziska. Ławeczki mocuje się poprzez ich podwieszenie do listew wewnętrznych za pośrednictwem drewnianych tulejek dystansowych. Pozwoli to na swobodną pracę całej skorupy poszycia oraz za- pewni uniknięcie miejscowych naprężeń, jakie wystąpiłyby po przykręceniu wsporników do burt. W klasycznych konstrukcjach kanadyjskich ławeczki podwiesza się wysoko od dna. Najprostszą metodą rozmieszczenia ławeczek jest wykorzystanie wzoru:
Waga Sternika × A = Waga Szlakowego × B
gdzie: A – odległość od przedniej krawędzi tylnej ławeczki do środka kanadyjki, B – odległość od przedniej krawędzi przedniej ławeczki do środka kanadyjki. Odległości te można modyfikować zgodnie z przewidywaną wagą wiosłujących i ładunku. Duży ciężar sternika w połączeniu z przesuniętą ławeczką do tyłu spowoduje znaczne, niepożądane przegłębienia na rufie. Przystępując do mocowania ławeczek należy przede wszystkim wypoziomować kadłub. Następnym krokiem jest zamocowanie tylnej ławeczki. Ze względu na wznos linii burt pamiętajmy, że będą potrzebne dłuższe tulejki dystansowe do mocowania tylnej krawędzi ławeczki. Po wmontowaniu jej przystępujemy do mocowania przedniej ławki. Oba siedziska powinny być wypoziomowane. Nosidło i/lub rozpórki Jeżeli konstrukcja kadłuba przewiduje wykonanie i zamontowanie rozpórek, najpierw mocujemy krótszą, a dopiero potem centralną (lub nosidło). Elementy te starajmy się mocować do listew w taki sposób, aby w razie konieczności można było je odkręcić. Zamocowanie nosidła będzie pewne, jeśli zastosujemy po dwie śruby z każdej strony. Zainstalowanie rozpórki (lub nosidła) wymaga znalezienia środka ciężkości i niewielkiego przesunięcia punktu mocowania rozpórki nieco do przodu tak, aby kanadyjka niesiona na ramionach lekko przeważała na rufę. Pamiętajmy: nosidło mocujemy jako ostatni element kadłuba.
Lakierowanie
Lakierowanie elementów drewnianych kanadyjki rozpoczynamy od ich zagruntowania. Nakładamy 3-4 cienkie warstwy lakieru tak, by nie powstawały zacieki. Każdą utwardzoną warstwę lakieru przed położeniem następnej warstwy należy zmatowić drobnym papierem ściernym. Jeżeli stosujemy lakier błyszczący, należy ostatnią warstwę przeszlifować „czyściwem” z włókniny szlifierskiej. Pamiętajmy jednak, że odbijanie się słońca od powierzchni lakierowanych może powodować oślepianie i zmęczenie wzroku.
Zakończenie
Zdecydowanie się na budowę swojej pierwszej jednostki rodzi wiele pytań i wątpliwości. Doskonałym źródłem informacji jest Internet. Strona, od której należy zacząć penetrację Sieci to www.kanu.pl. Znajdziemy tam ciekawe opisy, porady oraz najważniejsze linki do innych stron. Przeglądając sieć internetową spotkamy zdjęcia kanadyjek, które swoim wyglądem z pewnością pobudzą naszą wyobraźnię. Mam nadzieję, że udało mi się choć w ogólnym zarysie pokazać, w jaki sposób powstają te drewniane „cudeńka”. W dzisiejszych czasach sztuka budowania drewnianych łódek zanika i coraz mniej osób posiada umiejętność ich budowania. Musimy jednak pamiętać, że o drewniane kanadyjki trzeba dbać i pielęgnować je tak, by służyły nam jak najdłużej. Zachęcam wszystkich do podjęcia tego wyzwania, jakim jest samodzielne zbudowanie drewnianej kanadyjki. Warto się zmobilizować i poświęcić swój wolny czas. Pływanie na samodzielnie wykonanej łódce daje wielką satysfakcję i pozwala nam na nowo odkryć stare, dobrze znane szlaki. Ożywi też w nas duszę odkrywcy i otworzy drogę do nowych przygód spowodowanych jej posiadaniem.
Słowniczek
- Metoda przekładkowa – pomiędzy laminatem zewnętrznym i wewnętrznym znajduje się warstwa lekkiego i wytrzymałego materiału.
- Stewa – element konstrukcyjny kadłuba łodzi na zakończeniu dziobu i rufy.
- „Wood and canvas” – sposób budowy drewnianej kanadyjki pokrytej grubym bawełnianym płótnem, odpowiednio przesyconym i pokrytym rodzajem rzadkiej szpachlówki olejnej.
- Rozpórki – poprzeczki zamontowane pomiędzy listwami krawędziowymi.
- Nosidło – specjalna anatomicznie ukształtowana listwa spełniająca rolę rozpórki centralnej, umożliwiająca wygodne transportowanie kanadyjki; spotyka się też nosidła mocowane tylko na czas transportu.
Materiały potrzebne do budowy kanu:
Drewno:
- poszycie – 90 szt. listewek 5.000×19×6,
- stewy – 4 szt. 1.200×20×20,
- listwy krawędziowe: wewnętrzne 5.100×25×20, zewnętrzne: 5.100×20×20,
- pokłady – 2 szt. 400×200×20,
- nosidło – 900×150×35,
- tulejki dystansowe – 0,8 mb Φ15 lub o przekroju prostokąta,
- listwy na ławeczki (przednia: 780, 670, 2×360, tylna: 670, 490, 2×360),
- 3 szt. płyty wiórowej o grubości 18 mm do zbudowania ławy montażowej.
Klej:
- 1,5 litra kleju do drewna o wodoodporności D3 (np. Ponal Super 3, Super wodoodporny poliuretanowy klej do drewna 66 A).
Elementy metalowe ze stali nierdzewnej:
- wkręty do drewna: 100 szt. 3,5×20 i 100 szt. 3,5×30 – mocowanie listew krawędziowych wewnętrznych i zewnętrznych,
- wkręty do drewna 3,5×60 mm, 12szt. – mocowanie pokładów,
- pręt gwintowany M6, 1 mb – mocowanie ławeczek,
- 4 szt. śrub M6×50 – mocowanie nosidła,
- nakrętki M6 zwykłe 8 szt. – mocowanie prętów w listwach,
- nakrętki samohamowne M6, 12szt. – mocowanie ławeczek, nosidła,
- podkładki Φ 6,1 duże (do konstrukcji drewnianych) 12 szt. – mocowanie ławeczek i nosidła,
- podkładki sprężyste 12szt. – mocowanie ławeczek i nosidła.
Laminat:
- 6 kg żywicy epoksydowej CES R70 i 3 kg utwardzacza CES H72,
- 20 m tkaniny o szerokości 1 m do żywic epoksydowych o gramaturze 180 g/m2.
Posted in Porady by Radek